 Türk
Türk English
English Español
Español Português
Português русский
русский français
français 日本語
日本語 Deutsch
Deutsch Tiếng Việt
Tiếng Việt Italiano
Italiano Nederlands
Nederlands ไทย
ไทย Polski
Polski 한국어
한국어 Svenska
Svenska magyar
magyar Malay
Malay বাংলা
বাংলা Dansk
Dansk Suomi
Suomi हिन्दी
हिन्दी Pilipino
Pilipino Gaeilge
Gaeilge عربى
عربى Indonesia
Indonesia norsk
norsk اردو
اردو čeština
čeština Ελληνικά
Ελληνικά Українська
Українська Javanese
Javanese فارسی
فارسی தமிழ்
தமிழ் తెలుగు
తెలుగు नेपाली
नेपाली Burmese
Burmese български
български ລາວ
ລາວ Latine
Latine Қазақ
Қазақ Euskal
Euskal Azərbaycan
Azərbaycan slovenský
slovenský Македонски
Македонски Lietuvos
Lietuvos Eesti Keel
Eesti Keel Română
Română Slovenski
Slovenski मराठी
मराठी Српски
Српски 简体中文
简体中文 Esperanto
Esperanto Afrikaans
Afrikaans Català
Català עִברִית
עִברִית Cymraeg
Cymraeg Galego
Galego 繁体中文
繁体中文 Latvietis
Latvietis icelandic
icelandic יידיש
יידיש Беларус
Беларус Hrvatski
Hrvatski Kreyòl ayisyen
Kreyòl ayisyen Shqiptar
Shqiptar Malti
Malti lugha ya Kiswahili
lugha ya Kiswahili አማርኛ
አማርኛ Bosanski
Bosanski Frysk
Frysk ជនជាតិខ្មែរ
ជនជាតិខ្មែរ ქართული
ქართული ગુજરાતી
ગુજરાતી Hausa
Hausa Кыргыз тили
Кыргыз тили ಕನ್ನಡ
ಕನ್ನಡ Corsa
Corsa Kurdî
Kurdî മലയാളം
മലയാളം Maori
Maori Монгол хэл
Монгол хэл Hmong
Hmong IsiXhosa
IsiXhosa Zulu
Zulu Punjabi
Punjabi پښتو
پښتو Chichewa
Chichewa Samoa
Samoa Sesotho
Sesotho සිංහල
සිංහල Gàidhlig
Gàidhlig Cebuano
Cebuano Somali
Somali Точик
Точик O'zbek
O'zbek Hawaiian
Hawaiian سنڌي
سنڌي Shinra
Shinra հայերեն
հայերեն Igbo
Igbo Sundanese
Sundanese Lëtzebuergesch
Lëtzebuergesch Malagasy
Malagasy Yoruba
Yoruba











Daha sonra, yüksek en boy oranlı HDI kartların elektrokaplama yeteneklerini incelemeye devam ediyoruz.
I. Ürün Bilgileri:
- Panel kalınlığı: 2,6 mm, minimum açık delik çapı: 0,25 mm,
- Maksimum delik içi en boy oranı: 10,4:1;
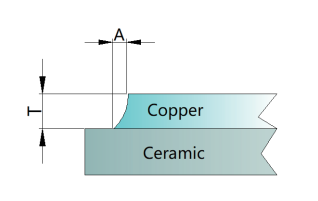
II. Kör Yollar:
- 1) Dielektrik kalınlığı: 70um (1080pp), delik çapı: 0,1 mm
- 2) Dielektrik kalınlığı: 140um (2*1080pp), delik çapı: 0,2 mm
III. Parametre Ayar Şemaları:
Birinci Şema: Bakır kaplamadan sonra doğrudan elektrokaplama
- H elektrokaplama katkı maddeleri ile birlikte yüksek asit düşük bakır çözeltisi oranının kullanılması; akım yoğunluğu 10ASF, elektrokaplama süresi 180 dakika.
-- Nihai süreklilik testi sonuçları
Bu ürün grubu, son süreklilik testinde %100 açık devre kusur oranına sahipti; konum yoluyla 0,2 mm kör konumda %70 açık devre kusur oranı vardı (PP, 1080*2'dir).
İkinci Şema: Açık delikleri kaplamadan önce kör kanalları kaplamak için geleneksel elektro kaplama çözümünün kullanılması:
1) Kör kanalları geleneksel asit bakır oranı ve H elektrokaplama katkı maddeleri ile kaplamak için VCP kullanma, elektrokaplama parametreleri 15ASF, elektrokaplama süresi 30 dakika
2) Yüksek asit, düşük bakır oranı ve H elektrokaplama katkı maddeleri ile kalınlaştırmak için bir portal hattı kullanma, elektrokaplama parametreleri 10ASF, elektrokaplama süresi 150 dakika
-- Nihai süreklilik testi sonuçları
Bu ürün grubu, son süreklilik testinde %45 açık devre kusur oranına sahipti; konum yoluyla 0,2 mm kör konumda %60 açık devre kusur oranı vardı (PP, 1080*2'dir)
İki deney karşılaştırıldığında asıl sorun, kör yolların elektrokaplanmasıydı; bu da yüksek asitli, düşük bakırlı çözelti sisteminin kör yollara uygun olmadığını doğruladı.
Bu nedenle, Üçüncü Deneyde, ilk olarak kör kanalları kaplamak için düşük asitli, yüksek bakırlı bir dolgu çözeltisi seçildi ve kör yolların elektrokaplanması öncesinde kör yolların tabanı katı bir şekilde dolduruldu.
Üçüncü Şema: Geçiş deliklerini kaplamadan önce kör kanalları kaplamak için bir doldurma elektrokaplama çözeltisinin kullanılması:
1) Kör kanalları kaplamak için yüksek bakır, düşük asit asit bakır oranı ve V elektrokaplama katkı maddeleri içeren bir doldurma elektrokaplama çözeltisinin kullanılması, elektrokaplama parametreleri 8ASF@30dk + 12ASF@30dk
2) Yüksek asit, düşük bakır oranı ve H elektrokaplama katkı maddeleri ile kalınlaştırmak için bir portal hattı kullanma, elektrokaplama parametreleri 10ASF, elektrokaplama süresi 150 dakika
IV. Deneysel Tasarım ve Sonuç Analizi
Deneysel karşılaştırma yoluyla, farklı asit bakır oranları ve elektrokaplama katkı maddeleri açık ve kör deliklerde farklı elektrokaplama etkilerine sahiptir. Hem açık hem de kör deliklere sahip yüksek en-boy oranlı HDI levhalar için, açık deliklerin içindeki bakır kalınlığına ve kör deliklerin yengeç ayağı sorununa karşılık gelecek bir denge noktasına ihtiyaç vardır. Bu şekilde işlenen yüzey bakır kalınlığı genellikle daha kalındır ve dış tabakanın dağlanması için işleme gereksinimlerini karşılamak amacıyla mekanik fırçalamanın kullanılması gerekli olabilir.
Deneme ürünlerinin birinci ve ikinci partisi, son bakır kırılma testinde, özellikle 0,2 mm'lik kör geçiş konumunda (PP, 1080*2'dir) sırasıyla %100 ve %45 açık devre kusurlarına sahipti. açık devre kusur oranları sırasıyla %70 ve %60 iken, üçüncü partide bu kusur yoktu ve %100'ü geçerek etkili olduğunu gösterdi gelişim.
Bu iyileştirme, yüksek en boy oranlı HDI kartların elektrokaplama işlemi için etkili bir çözüm sağlar, ancak daha ince bir yüzey bakır kalınlığı elde etmek için parametrelerin yine de optimize edilmesi gerekir.
Yukarıda, yüksek en boy oranlı HDI kartların elektrokaplama yeteneklerinin incelenmesine yönelik özel deneysel plan ve sonuçlar yer almaktadır.
